Taylor Energy has formed a business alliance with two companies with key technology needed to demonstrate a novel low-cost path to Fischer-Tropsch synthesis of liquid fuels.
Novel XTL Process — Executive Summary
XTL is the naming convention that refers to making liquids through the Fischer-Tropsch synthesis process, where X refers to the feedstock source. X can include Natural Gas, Coal, Biomass, or MSW. Refuse Derived Biomass (RDB) sourced from household MSW is a very attractive energy feedstock for production of FT-liquids.
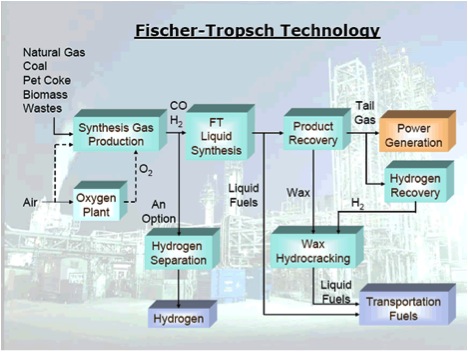
The FT-liquids synthesis method is the path that Sasol is famous for commercializing at very large scale in South Africa to supply their nation with transportation fuels. When using RDB feed, the XTL process requires the integration of 4-key enabling technologies:
Technology Source of Technology
- MSW conversion to RDB Taylor Energy
- RDB Gasification Taylor Energy
- Syngas Purification Sustainable Energy Solutions
- Fischer-Tropsch Synthesis Ceramatec
The companies and a brief explanation of their special expertise are summarized below:
Taylor Energy
Taylor Energy has operated as a consultancy since 1995, focusing on development of MSW gasification technology at pilot and demonstration scale, based on extensive experience in thermal processing. As Project Manager, Donald G. Taylor has completed 7-gasification design & start-up projects:
| Company | Technology | Type | Capacity | Completed |
| Taylor Energy | Bubbling FB | Air, direct | 2.5 ton/day | 1987 |
| EER | Jet-Spouted Bed | O2-CH4-steam | 20 ton/day | 1993 |
| Proler Internat. | Rotary-Retort | O2-CH4, direct | 50 ton/day | 1997 |
| WRI/Taylor Ener. | Draft-Tube Refor. | Air, direct | 150 pound/hr | 2004 |
| EPA | Transport React. | Air, direct | 50 pound/hr | 2006 |
| West Biofuels | Dual FB, PYROX | Air, indirect | 4 ton/day | 2010 |
| PowerWaste Gasi. | Confidential | Air, direct | 720 pound/day | 2014 |
Presently, Taylor Energy is constituted as a nonprofit corporation, funded by the California Energy Commission to develop low-cost MSW gasification in association with the University of California-Riverside, at their CE-CERT facility, where biomass hydro-gasification has been tested since 1995.
Taylor Energy’s MSW gasification process employs a novel Pulse-Detonation-Engine to drive aggressive comminution and ablation of feed materials within a Jet-Spouted-Bed (JSB) reactor designed to process Refuse Derived Biomass (RDB) recovered form MSW by shredding, air classification, and drying.
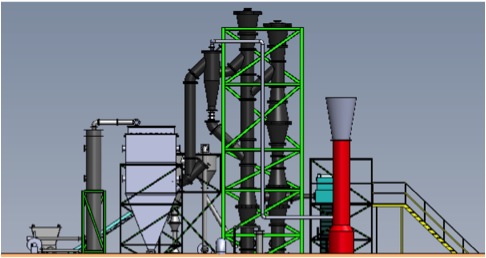
Figure 1: Pulse-Powered Jet-Spouted Bed Gasification System designed for RDB Gasification
Sustainable Energy Solutions
SES is developing a technology called Cryogenic Carbon Capture™ (CCC), which has the potential to reduce carbon emissions from fossil-fueled power plants by up to 99%, at half the cost of current state-of-the-art carbon capture processes. SES has developed several innovative heat exchangers that allow for efficient heat transfer during process upsets and transient loads, and during solid phase changes. SES has the in-house capabilities to apply Cryogenic Syngas Cleaning (CSC) methodology to remove essentially all trace contaminants present in MSW-derived syngas up-stream of the Fischer-Tropsch liquids synthesis process.
Ceramatec
Ceramatec is a diverse R&D company with expertise in ceramic solid-state ionic technologies, separation /purification, advanced batteries (lithium ion, lithium-sulfur, etc.), highly efficient hydrogen production, production of oxygen by electrochemical means, Fischer-Tropsch, natural gas reforming, and direct conversion of Natural Gas to chemicals. Ceramatec is developing a compact, transportable fixed-bed Fischer-Tropsch process with funding from the US Department of Defense. This process has been operated for substantial periods at pre-pilot scale (~1/4 BPD), and is presently being scaled-up to 2 BPD.
Ceramatec’s FT process is designed to employ syngas derived from air-blown gasification, which enables integration with low-cost MSW gasification systems. Ceramatec’s FT hardware is designed for shop-fabrication, using 20’ tubes, 4” diameter, housed in 12’ x 12’ x 36’ modular skids. Design studies have been done on units ranging in size from 10 BPD – 1600 BPD. Most of the work to date has been on conversion of natural gas to FT liquids but coal, biomass, and anaerobic digester gas have also been used as feedstock.
A proposed 10 BPD plant for processing flare gas at remote sites is shown below in Figure 3.
That plant consists of three skids ( 12’ x 12’ x 36’; 12’ x 12’ x 24’; 12’ x 12’ x 30’) plus a container for the compressors and pumps. Commercial deployment is 1,000 – 2,000 bbl/day scale, consuming 1-ton MSW per barrel of liquids, appropriate for municipal scale projects.
The projected commercial scale cost for the FT plant in a GTL configuration is $40,000 per barrel per day of capacity, which is competitive with world-scale FT plants producing >50,000 bbl/day. The low cost is enabled by modular construction, simplification of the FT reactor through use of shop fabrication and use of standard materials (i.e. equipment used for other applications), and avoiding the use of an oxygen plant for the reformer.
The materials and equipment standardization also reduces operating costs. Ceramatec’s experience in catalyst preparation and operation (i.e. iron and cobalt based catalysts, hybrid FT catalysts to terminate carbon chain growth and thus eliminate hydrocracking, and flexibility in feedstock) further reduces capital and operating cost.
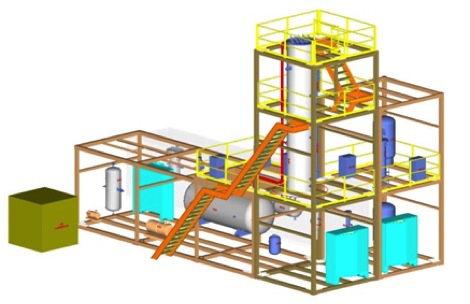
Figure 2: Ceramatec Modular GTL 10 BPD System
Team Effort
The technology team is proposing an integrated 2-bbl/day demonstration at UCR’s CE-CERT facility that will include operation of three key subsystems: Pulse-powered JSB Gasification, Cryogenic Syngas Cleaning, and FT-liquid synthesis using low-BTU syngas. The result will prove that XTL can operate successfully using a low-cost embodiment employing RDB as the feed sourced from household MSW.